
汽配行业MES解决方案

汽配行业介绍
中国汽车工业经历了数十年的风雨征程,今天已经发展成为全球整车和零部件生产的重要基地,作为汽车产业链中关键的汽车零部件行业更被预测为今后若干年中发展最快的行业之一。
目前世界上MES软件汽车、汽车零部件行业巨头都已进入中国,中国汽车工业新的产业格局已经形成,中国民营企业崭露头角,自主研发开始启动,相当一批具备较强综合实力的大型零部件生产MES系统企业(集团) 涌现,开始进入全球采购配套体系,进入世界500强。MES生产管理随着整车的增长,汽车零部件发展空间巨大。
整车的销售持续增长,但由于市场环境的不断发展和竞争的加剧,整车价格、利润水平在持续下降,为了生产,汽车总装厂(OEM) 不断向供应商转移经营风险和成本压力,以美国、欧洲、日本为代表的全球汽车产业链正在逐步改变整车厂与供应商的关系,在精益战略和横向一体化的导向下,汽车零部件企业正面临严峻的挑战,市场竞争白热化。来自国家商务部消息,2008年我国生产汽车934.5万辆,当年的汽车保有量1.6亿辆,成为全球第二大汽车生产国和第二大汽车消费国。巨大的汽车产能和消费市场为汽配行业发展开辟了广阔的市场空间。巨大的市场吸引力使国内外资本纷纷进入中国MES软件汽车零部件市场。中国汽车零部件市场已经形成了外资、民营和独立供应商“三足鼎立”的竞争格局。外资和民营企业的市场进入为国内汽车零部件市场带来了新的竞争力,使汽车零部件行业市场竞争趋于MES制造执行白热化。
汽配行业关键特性
汽车制造属于典型的离散制造。主要是通过对原材料物理形状的改变、组装,成为产品,使其增值。采用多品种配置、中小批量生产、面向订单的生产组织方式。另外还具有以下几个鲜明的关键特性:
- 产品结构复杂,零部件种类繁多,工艺路线和设备配置非常灵活,临时插单现象多。生产设备不是按产品而是通常按照工艺进行布置,与工艺设计联系紧密。产品的质量和生产率很大程度上依赖于工艺设计水平和工人的技术水平,自动化主要在单元级,如数控机床等。
- 多种原料、多种产品、复杂的工艺路线、多个机器设备甚至人力资源之间选择组合造成的生产复杂性:
- 机器设备大都有设置时间,MES生产管理难以选择合理的设备掉头时间,难以确定合理的加工批量。
- 难以实现生产同步化,即以JIT生产管理的方式将零部件准时的生产,并送到装配工序。
- 难以确定转运批量。
- MES制造执行系统原材料的变化影响计划安排,计划安排不合理影响材料计划。
- 通过加工或装配过程实现产品增值,整个过程不同阶段产生若干独立完整的部件、组件和产品,加工与装配过程中工艺依靠工艺指令进行操作。
- 生产过程以离散制造为主,但同时具有一部分的流水线作业。
- 在制品库存高,部分管理较差的工厂,在MES软件制品会滞流在生产现场长达几个月,最后会丢失或者损坏。
- 订单出现大量延迟,普遍感觉产能不足:
- 为满足订单需求,被迫采用昂贵的运输方式,例如空运;
- 为满足订单需求,购买昂贵的加工设备;
- 为满足订单需求,预先生产客户并不一定需要的产品;
- 为满足订单需求,出现大量的加班。
- 很多零件在一台或几台设备前等候加工;而其他设备却停工待料,设备瓶颈会在不同的地方出现。
- 生产部门倾向于单个产品大批量生产。但是装配线上,总是需要等待一个或几个零件而不能生产出最终产品。
- 个别零部件由于原材料供应延迟等问题,导致其他零部件都已经完工,需要等待才能完成组装。
- 生产中的异常情况:设备故障检修,操作人员的生病休假都增加了生产混乱。
汽配行业难点分析
MES系统汽车零部件在整车供应链中的地位决定了企业生产管理具有以下的特点和难点:
1、对整车配套的快速响应能力
整车配套是汽车零部件企业的主要市场。受汽车市场需求不确定性的影响,整车配套需求计划变化快、插单多,汽车零部件企业必须对客户/整车厂的需求变化进行快速响应。如果不具备这种能力,必然被主机厂淘汰出局。
汽车零部件企业往往为多个主机厂、多个车型配套,面对频繁的计划插单和变更,生产计划和生产管理一直是企业管理的难点。目前许多汽车零部件企业缺乏有效的生产计划管理体系,靠人盯人的现场生产调度实现生产组织,往往造成顾此失彼,使主机厂的配套计划难以得到保障。
2、采购计划准确度不高
汽车MES软件主机厂通常提供预计订购量,以便于汽车零部件厂进行原材料的采购。但由于原材料的采购周期往往比较长,或由于主机厂需求变更,造成实际的采购量常与实际的需求量有较大的差距,导致汽车零部件厂的原料成本较高。如何使采购量既符合实际生产的需求,又避免不必要的浪费并降低库存成本,汽车零部件厂常根据某时点的库存量,使用人工计算的库存推移表来控制,工作量大,准确率不高。
3、现场生产管理难度大
由于交货频繁,生产周期长,生产工序复杂,为满足客户的需求并避免主机厂断料情况的发生,需随时跟踪现场的生产进度,并平衡生产设备的负荷能力,但由于基础数据的不完整,生产现场的复杂性,MES生产管理生产进度不能及时反馈,要求生产管理人员有丰富的管理经验,对人员的依赖性较大,给企业带来了管理困扰。
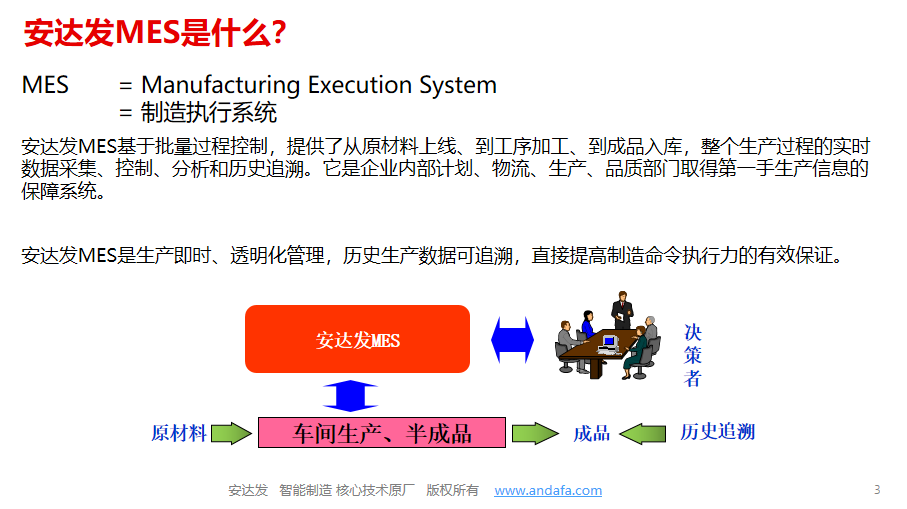
安达发MES系统是什么?
安达发MES的应用场景
- 未来这台机,这条产线应该做哪个订单的哪个工序多少量?有什么要提准备的?往往不知道或无法快速预先得知。
- 当前每个生产订单、每个工序的生产进度如何?哪些未按计划开始?哪些未按计划完工?特急件是哪些?良品数、不良品数分别多少?每天的生产数据需要人工事后填写和统计,MES制造执行系统管理层不能及时掌握订单在车间的最新生产情况。
- 当前谁的效率高?谁的效率低?因为没有即时的目视指令和电子看板,现场人员没有绩效对比和竞争没有紧迫感。
- 当前哪些机台产线是在工作或是停机?机台、产线有多少时间在生产,多少时间在停转和空转?利用率是多少?
- 过去几小时之内,MES软件车间出现最多的不良品是什么原因造成的?不良率有多高?
- 用户投诉产品不良时,如何立即追溯该产品的历史生产过程信息?如:是谁、在什么时间、在哪台机器上、用什么材料做的?该产品加工过程经过了哪些工序?当时的MES系统工艺参数是怎样的?
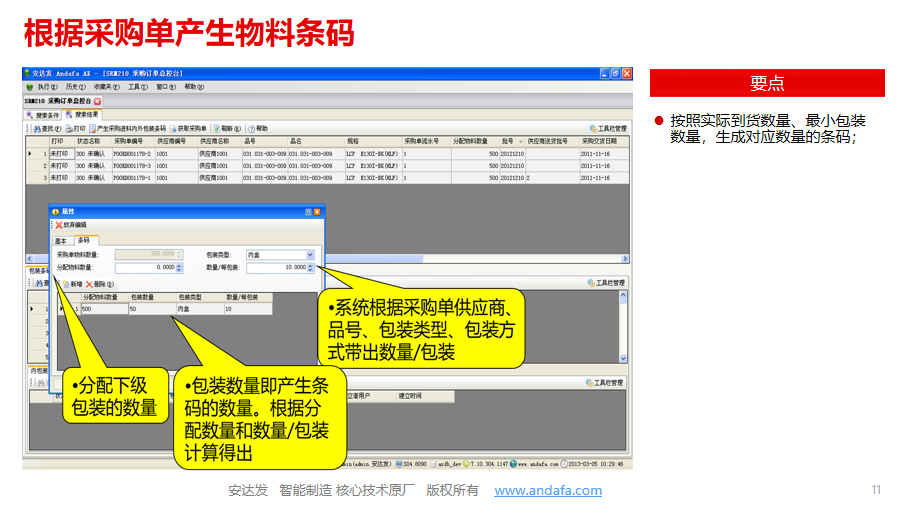
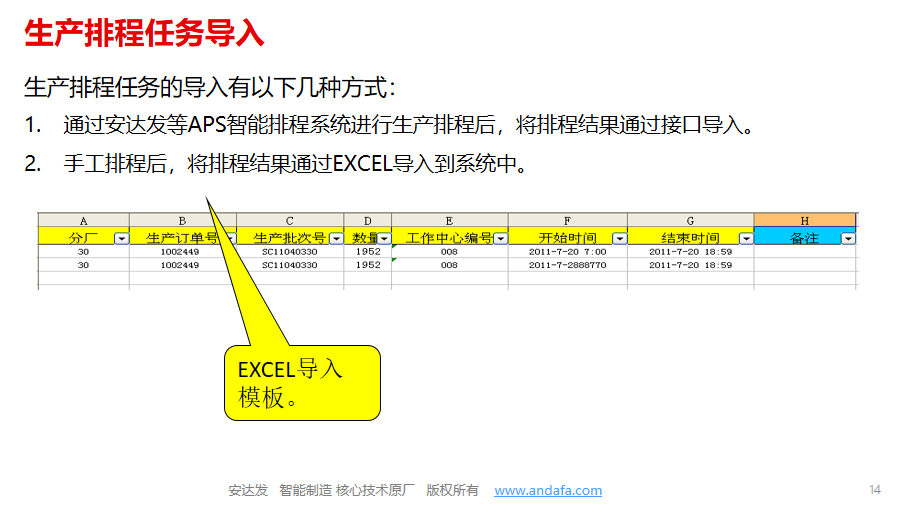
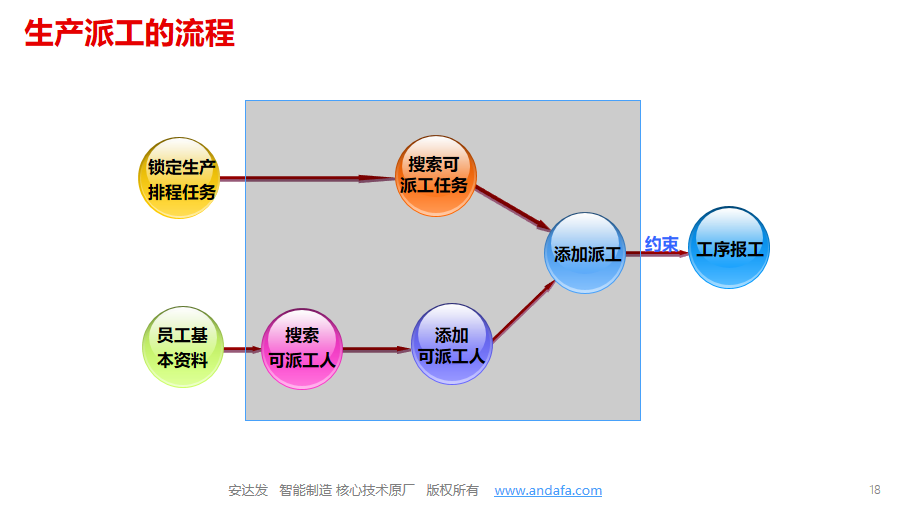
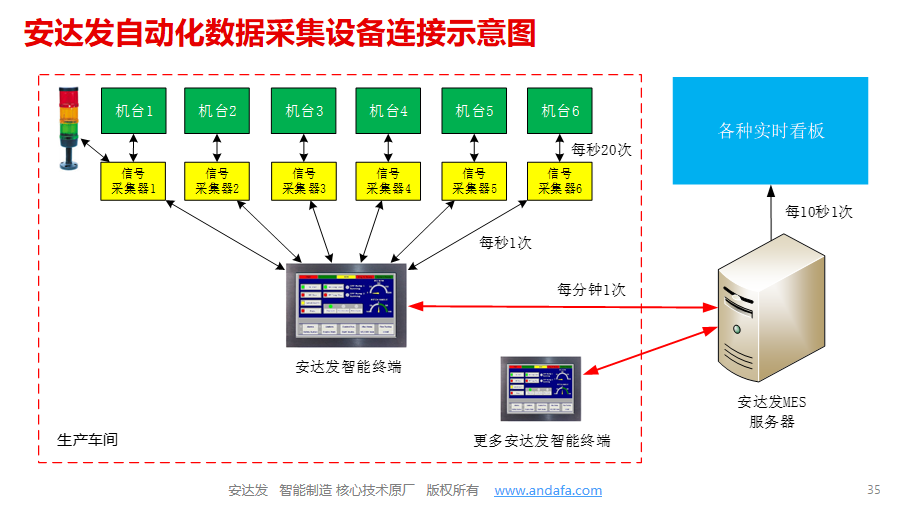
相关步骤

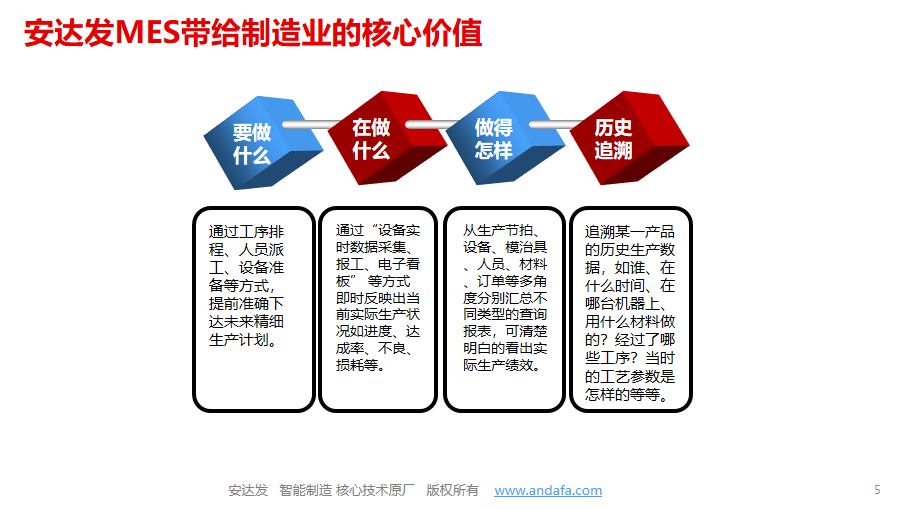
安达发MES带给企业的核心价值